一 、加工产品
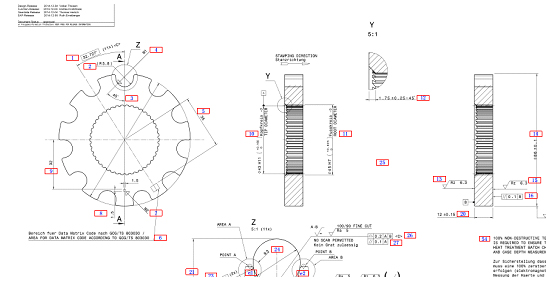
该案例加工产品为汽车制动器的制动轮,加工部位为制动轮内花键,材料为:Q235低碳钢,具体见下图:
二、 零件加工工艺要求与加工难点
零件在拉花键孔前的加工为精冲孔与外形,所以零件在拉前其硬度很低,其布氏硬度只有HB70-75,这样的硬度其拉削性能很差,严重的影响零件的加工表面质量。零件厚度很薄,对刀具冲击较大。
拉削工艺要求:除图纸上的尺寸精度要求外,其花键表面粗糙度不得小与3.2,且无震纹,生产节拍为15秒/件。
三、 拉床及自动上下料连线的方案确定
由于客户产品为薄饼形套类零件,且硬度很低,工件厚度又很小,所以我们选择了全铸件结构上拉式双工位内拉床,以提高整个拉床的吸震性能。由于工件高度小,故采用双件叠拉拉削工艺,经拉力计算,实际拉削所需拉力位12吨,考虑到客户后期加工产品的扩展以及设备能力的储备,推荐使用了立式数控上拉双工位20吨拉床,型号为:BS20SS2VHT,人工上料自动推料下料。
四、 拉床的结构和配置

数控上拉式内拉床外形
设备名称:数控上拉式内拉床;设备型号:BS20ES2VHT;机床安装方式:地面式安装,上下料高度1400mm,按钮站高度1400~1500mm,冷却箱排屑机与主机分离,并附有通过式冷却器,产品特点:数控上拉、手动上料、自动推料下料、主辅导轨共轨、夹具通用。采用全封闭大罩,更安全环保, 上卡位采用与工作台导轨共轨,伺服电机输送抓刀
该机床属于全护送立式内拉床,在拉削过程中采用拉刀固定、工件运动的方式实现全护送,机床结构选用全新的重载直线滚柱导轨副实现工作台上下运动.拉刀接刀或送刀由上卡位刀座采用双轨伺服电机实现,保证机床的拉削精度。
机床的操作系统采用按钮站控制,能实现每个动作的单独调整、机床位移的变化。机床拉削速度或返回速度采用伺服电机来控制,可在电气触摸屏上任意设定。触摸屏通过人机介面能直观地观察到在拉削过程中各相关数值的变化和设备运行状态。对于各种故障能自动显示出故障的所在位置且给予报警。机床具有刀具拉削次数记忆功能,可及时反馈刀具使用信息.机床上卡位具有自动防撞功能,及时消除因工件拉前孔过小或拉刀不匹配而造成的刀具损坏。
床身、床台、立柱等主关件均采用树脂砂铸造而成,并经多道热处理工艺。机床各部分密封良好,保证无漏油现象。工作台固定在主滑板上,工作台上面装有定位基准筋,其为表面安装在工作台孔内。底座作为机床的支承件,具有较好的刚性,侧面装有冷却装置
主溜板导轨和辅助溜板为共用式直线导轨,导轨刚性好、颠覆力矩小
辅助溜板通过伺服电机实现卡刀体的送刀及提刀动作。
原理:本机床采用伺服电传动,工作平稳,能无级调速;机床的拉削方式为工件固定在工作台上,主滑板由伺服电机带动滚珠丝杆上、下移动实现拉削,机床有全程护送刀装置;有自动循环、半自动循环及调整三种操作方式,能适应不同拉削形式的需要。
机床的整个循环过程为:人工上料至拉削位置→送刀→下夹头夹刀→主滑板向上运动、→上夹头松开完成拉削→推料板推料至下料料斗→主滑板向下返回→主夹刀松开→上夹头向上提刀,完成一次循环。
电气系统:机床使用条件为:380V±10%,50HZ。
整个电气系统符合GB/T5226.1-2008国家标准。
电气柜密封性好,内有照明灯和冷却风扇,并保证电箱温升在400C以下,电箱门设有开门断电保护。
触摸屏采用欧姆龙品牌、可编程序控制器采用三菱产品,低压电器控制元件采用国产优质产品
拉床主要参数
|
序号 |
规格名称 |
单位 |
数值 |
|
1 |
额定拉力 |
KN |
200 |
|
2 |
最大行程 |
mm |
1500 |
|
3 |
适用拉刀长度(工件高度≤250mm) |
mm |
800-1600 |
|
4 |
机床工位数 |
|
2 |
|
5 |
主溜板 |
工作行程速度(无级变速) |
m/min |
2-10 |
|
返回行程速度(无级变速) |
m/min |
2-15 |
|
工作台面尺寸 |
mm |
400×600 |
|
地面至工作台面距离 |
mm |
1150 |
|
工作台孔径 |
mm |
Φ150 |
|
6 |
辅助溜板 |
最大工作行程 |
mm |
800 |
|
拉刀送进 |
m/min |
3-8 |
|
拉刀返回 |
m/min |
3-10 |
|
7 |
刀柄端面到工作台面距离 |
mm |
230 |
|
8 |
主电机功率 |
KW |
22 |
|
9 |
辅电机功率 |
KW |
1.5 |
|
10 |
冷却泵功率 |
KW |
2.2 |
|
11 |
机床总功率 |
KW |
约32 |
|
12 |
外形尺寸(长、宽、高) |
mm |
2700×2850×4350 |
|
13 |
机床重量 |
kg |
约10000 |
冷却及冲屑:冷却及冲屑采用高压专用油泵和高压环喷组成,能有效的将沾在刀具上的铁屑冲掉,此机构为我公司专利产品。
五、 拉床自动生产线的实际使用效果
该数控上拉式内拉床已使用多年,所生产的零件均符合客户的各项技术要求,生产节拍为45秒/4件,满足客户15秒/件的节拍要求。